


By understanding a bit of extra in regards to the 3D printing course of, and the way settings in MatterControl have an effect on extrusion, we might help you cut back and even remove oozing and stringing out of your 3D prints. This ought to be part of the common upkeep and calibration program to your 3d printer.
Maybe the commonest query we get from new 3D printer house owners is, “How do I eliminate oozing and stringing on my prints?”
Extruding thermoplastic is a sophisticated course of with dozens of variables in play. Nevertheless, understanding what causes oozing/stringing in your prints doesn’t need to be that sophisticated.
What’s Retraction?
First, let’s begin with the commonest false impression about what retraction does and the way it works.
Delusion – Retraction “sucks” filament again up by the new finish. So, the extra retraction you utilize, the much less oozing you’ll get.
Truth – As soon as filament has melted within the “soften zone” of your sizzling finish, it can’t be retracted. Retraction doesn’t create destructive stress. Scorching ends aren’t sealed/hermetic. In the event that they have been, then the destructive stress would “suck” molten filament again up by the new finish. This might probably result in numerous jams and different extrusion points, however this isn’t the case.
Take into consideration candle wax. For those who have been to place a small cylinder of wax right into a pool of melted candle wax after which pull it out, would the melted wax include it? After all not. Whereas a small quantity of wax will stick with the cylinder if you take away it, it doesn’t pull the pool of molten wax up with it.
In the identical method, the stable filament above the soften zone doesn’t retract the molten filament with it.
Okay, so if retraction doesn’t pull filament again up by the nozzle, what does it do?
The aim of retraction is solely to alleviate stress from the soften zone in order that filament isn’t being compelled by the nozzle throughout non-print strikes.
What are the Finest Retraction Settings?
There’s loads of misinformation on the market about how a lot retraction you must have. I’ve seen suggestions from .1mm all the way in which as much as 20mm. So what’s the right amount?
The correct quantity is the minimal quantity required to scale back essentially the most stringing in your half. Some machines and sizzling ends require extra retraction than others, and every materials has completely different necessities. Usually, although, it’s unlikely you must want greater than 5mm or lower than 1mm.
Settings to Tune
There are a number of different vital settings that have an effect on oozing/stringing on elements. We’ll undergo the method of adjusting your machine to get the least quantity of oozing doable, however it’s critically vital that you simply begin out with a correctly calibrated extruder. For those who haven’t calibrated your extruder earlier than, learn this earlier than you begin adjusting retraction settings.
There are solely 2 settings we’ll be adjusting for retraction on this article:
- Retraction: Size on Transfer
- Velocity: Journey (pace for non-Print strikes)

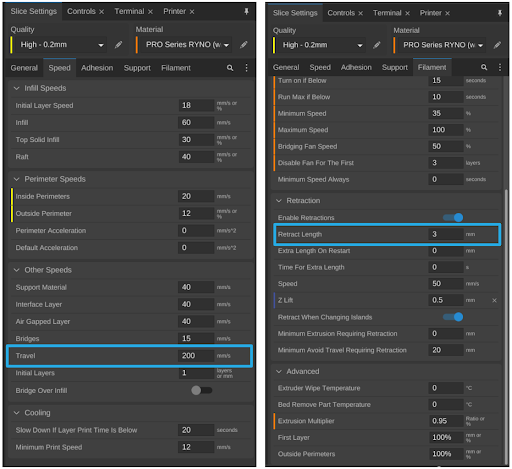
There are actually different settings that have an effect on oozing, however these are an important, and the best to check and modify. We’ll cowl the opposite settings in a future article.
We created a easy STL (Obtain the file right here) to point out the results of various settings on oozing/stringing. They’re 10mm cubes and they’re spaced 10mm, 20mm, and 40mm aside. The take a look at machine was a SeeMeCNC Rostock Max with an E3D v6 sizzling finish. The filament used was MatterHackers commonplace blue PLA.
These settings have been used for all take a look at prints:
- Layer Peak: 0.25mm
- Infill: 25% – Triangle
- Perimeters: 2
- Stable High Layers: 2
- Stable Backside Layers: 2
- Infill and Perimeter Speeds: 40mm/s
- All elements have been printed with a skirt, however the skirt was eliminated for a number of the photos to be able to extra clearly visualize the oozing/stringing
Begin Dialing within the Settings
This print had 0 retraction and 40mm/s journey pace (non-print strikes). This represents in regards to the worst oozing/stringing doable on this machine
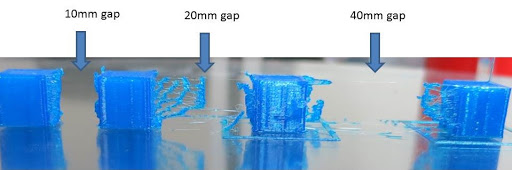
You’ll discover that the stringing between the 20 and 40mm gaps are a lot worse than the 10mm. That is just because there’s extra time for filament to ooze out of the new finish. Because of this journey pace for non-print strikes performs a giant half in oozing/stringing. The quicker you’re in a position to transfer to the subsequent print place, the much less time there’s for filament to ooze from the new finish.
With this as the place to begin, the very first thing to do is to extend the journey pace of non-print strikes. Each machine has completely different limitations, however 150-250mm/s is the probably the vary your machine can deal with nicely. There actually gained’t be a noticeable distinction in stringing between 150 and 250mm/s due to acceleration and different limits within the firmware, however that’s for an additional article.
This print had 0 retraction, however the journey pace was elevated from 40mm/s to 150mm/s.
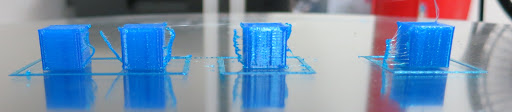
It’s higher than the earlier print, however clearly not acceptable.
As soon as the journey pace is ready, we’ll improve the retraction distance. Once more, the purpose is to make use of the minimal quantity of retraction essential. Utilizing greater than essential may cause jams, blobs, and different extrusion associated points.
This print has 1mm retraction with 150mm/s journey pace:

There’s clear enchancment – particularly within the 10mm hole – however nonetheless loads of stringing between elements
Subsequent, 2mm retraction, 150mm/s journey pace:
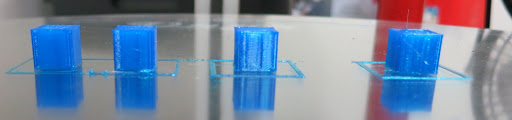
Nearly proper. There are a number of very, very tremendous strands of PLA which you will not even be capable to see within the image, however the edges and faces are all very clear with no blobs or extra filament to talk of.
We’re not finished but, although. We’ll improve the retraction to 3mm to see if there’s any noticeable enchancment.
3mm retraction, 150mm/s journey pace
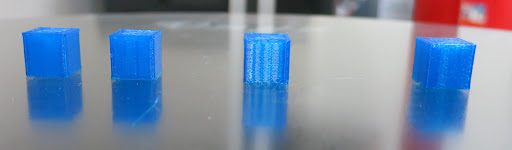
Excellent! No stringing, no oozing. Simply completely printed cubes.
So, it appears to be like like 3mm is the correct quantity of retraction for PLA on this machine.
To rapidly and simply tune your settings to realize optimum retraction, obtain the dice retraction print right here, and print it along with your present settings.
Based mostly in your outcomes, modify both the journey pace or the retraction distance and reprint. Solely change 1 setting at a time. That method, you may simply see the impact of every change.
Modify your retraction distance up/down by both 0.5 or 1mm increments. We do not advocate distances higher than 5mm, or lower than 0.5mm.
Lastly, you could have to carry out this take a look at and modify for various supplies. Some supplies might ooze greater than others, and should require elevated retraction distance & journey pace to realize the identical outcomes.
Completely satisfied Ooze-Free Printing!